
Processen, når man skal fremstille et gevær
 Kvalitet og præcision giver forudsætningerne for de bedste resultater. I Merkel-fabrikken fremstiller vi alle vores komponenter selv, og vi står også selv for monteringen og slutkontrollen. Alle dele gennemgår specifikke procedurer og skal opfylde specifikke krav, inden de monteres på det rette sted. Slutproduktet bliver et gevær, som holder og leverer år efter år, efter år …
Kvalitet og præcision giver forudsætningerne for de bedste resultater. I Merkel-fabrikken fremstiller vi alle vores komponenter selv, og vi står også selv for monteringen og slutkontrollen. Alle dele gennemgår specifikke procedurer og skal opfylde specifikke krav, inden de monteres på det rette sted. Slutproduktet bliver et gevær, som holder og leverer år efter år, efter år …
De fineste opskrifter kræver de bedste ingredienser. Det gælder også inden for våbenproduktionen, og hos os gælder det samme ved fremstilling af dele. Komponenterne i vores jagtgeværer er alle sammen fremstillet ud fra de samme kvalitetskriterier og ofte af det samme materiale, uanset om de er beregnet til fremstilling af (MEM) Merkel Enginering Machining– eller Meisterstück-geværer. Våbnets anvendelsesområde og kravspecifikation afgør, hvilket materiale der bruges, og hvordan det bearbejdes.
Et jagtgevær består af 130 komponenter – og vi fremstiller alle de vigtige dele i vores fabrik i Suhl. Helheden er mere end summen af de enkelte dele – men vi ved, at helheden er afhængig af hver eneste del. Det handler ofte om en hundrededel af en millimeter. Når et skud affyres, absorberer en stålindlægning på baskylen trykbelastningen – og lukningen skal fungere perfekt og funktionen være i top. Det kan også handle om materialer med særlige egenskaber: bladfjedre af fjederstål, som kraftigt øger hanens hastighed.
Den grundlæggende fremstilling af de enkelte dele kræver specifik ekspertise og nøjagtighed. Der er en væsentlig forskel på dimensionstolerancerne for delene i Merkels to våbenkategorier: Meisterstück-dele er fremstillet med en nødvendig overdimensionering for at give større spillerum, når de er monteret og tilpassede til hinanden, mens MEM-dele fremstilles med stor præcision og små tolerancer.

Den moderne gnisttrådskærer
Når mekanisk bearbejdning af krævende materialer når sin grænse, kommer gnistbearbejdning (EDM) ind i processen. Vi bruger denne teknik til fremstilling af traditionelle geværdele som fx spændstænger, aftrækkere og toplever til vores Meisterstück-geværer.
Mange MEM-dele fremstilles også på denne måde. En stor fordel med elektroerosiv bearbejdning er det meget høje niveau af dimensional præcision – selv ekstremt hårde materialer som hærdet stål, titan eller hårdmetal kan bearbejdes på denne måde. Det er også muligt at producere gratfrie kanter og skarpe geometriske former. De erosive processer, som Merkel anvender, er computerstyret sænkgnistbearbejdning og trådgnistbearbejdning. Ved trådgnistbearbejdning skærer en meget fin, strømførende messingtråd dele af emnet væk i en ikke-strømførende (dielektrisk) væske. Temperaturer fra 1.000 til 5.000 °C opnås, hvilket får materialepartiklerne til at smelte og fordampe. Fremstillingstolerancer inden for mikrometerområdet er mulige.
Ved sænkgnistbearbejdning genereres der gnister via en elektrode på det emne, der bearbejdes. Disse gnister fjerner små materialepartikler. Elektroden er programmeret med den spejlvendte udgave af den form, der skal skabes på emnets overflade.
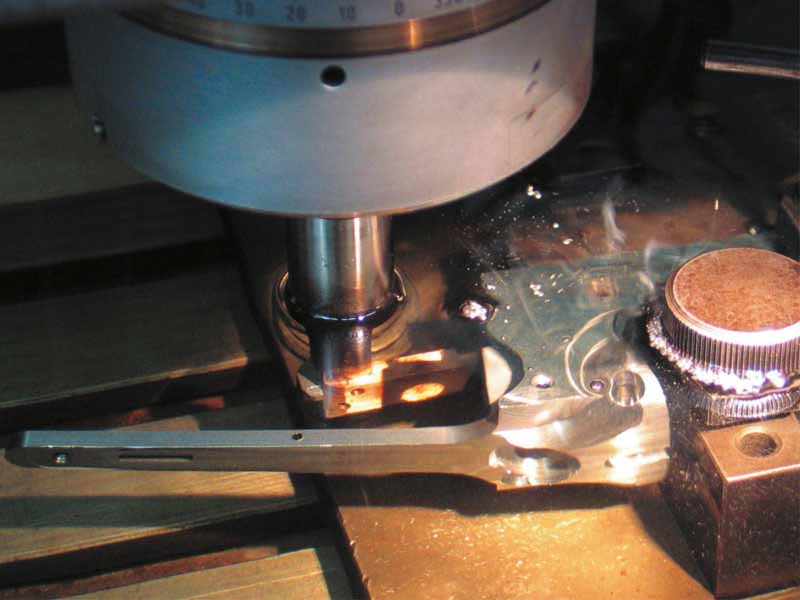
CNC-bearbejdning
Termen CNC, ”Computer Numerical Control”, beskriver en verden, hvor drejebænke og fræsemaskiner styres af computerprogrammer. Det høje investeringsniveau for CNC-maskiner med fleksible aksler og for højkvalificerede medarbejdere belønnes med den højeste kvalitet.
I Merkel-fabrikken resulterer denne teknik nogle gange i noget, der kan virke som en lidt bizar kombination med det gamle våbenhåndværk. Når pibemageren har konstrueret og motiveret sit løbssæt med tang og svejseflamme, loddekolbe og tråd, klemmes den håndlavede og halvfærdige del fast på de højteknologiske CNC-maskiner. Den computerstyrede CNC-maskine bearbejder pibeophængningen på pibeemnet til et knæklåsvåben, som senere binder piberne og mekanismen sammen til én del. På den måde skabes en samlet enhed, der kan modstå det enorme tryk fra en krudteksplosion – med en enestående kombination af håndværksekspertise og computerpræcision.


Kunsten at fremstille geværpiber
Da Merkel-brødrene grundlagde deres virksomhed i 1898, tog den geniale våbensmed Gebhard Merkel en idé med ind i partnerskabet. Det drejede sig om en innovativ teknik til lodning af løbssæt – en løsning, som senere blev patenteret.
Ifølge denne proces bør hverken udelukkende hårdlodning eller udelukkende blødlodning anvendes, men derimod en kombination af disse to. De nødvendige temperaturer må dog ikke beskadige materialets struktur, og det er dette, der er kunsten ved pibefremstilling. Hårdloddede fuger garanterer den højeste stabilitet der, hvor låsekræfter skal absorberes. Og blødloddede fuger forbedrer varmeafledning takket være sin høje fleksibilitet. Vores pibemagere siger: Hvis piben kan ånde, så har den plads til at ekspandere. Denne talemåde indikerer også den dybe forståelse, som vores medarbejdere har for deres produkt. De puster liv i piben med dygtige hænder og århundreder af den erfaring, der er samlet i Suhl.
Spændingsfri og elegant, stabil men æstetisk tynd og let – disse kontrasterende egenskaber kan kun opnås med løbssæt, der er loddet på denne måde. Hemmeligheden bag Merkels præcision er medarbejdernes erfaring med pibemontage. Til trods for høj fremstillingspræcision kræver komponenterne kaliberspecifik finjustering i hånden, for at jagtgeværet skal ramme målet nøjagtigt. Skæringspunktet mellem piberne – det punkt, hvor akserne for geværer med flere piber mødes – afgøres individuelt i henhold til de enkelte kaliberkombinationer.

Merkel K5

Merkel 140 AE Jagd Safari

Fremstilling af løb
Merkel er en af få jagtvåbenproducenter i verden, der fremstiller sine egen geværløb. Hvad mere er: Mange kendte jagtvåbenproducenter i Europa stoler på Merkel og køber deres geværløb fra vores fabrik i Suhl.
Hammermøllen er hjertet i Merkels fabrik. To koldsmedningsmaskiner bearbejder stål til piberne til MEM- og Meisterstück-geværer. Pibeemnerne er fremstillet af hærdet og glødet kromvanadium eller krom-molybdænstål med høj styrke. Denne proces producerer piber med kaliberdiametertolerancer på under 15 tusindedele millimeter. Pibeemnet hamres i form af de fire hammerhoveder i smedningsmaskinen med en kraft på fire gange 1,25 millioner Newton, hvilket svar til fire gange 125 ton. Rillerne laves med en dorn, som har samme tværsnit som det færdige løb, der placeres i løbet under bearbejdningen. Resultatet er et koldhamret løb i modsætning til en traditionelt fremstillet pibe.
Det, der er karakteristisk for Merkel-piber, er den tilspidsede form: Piben bliver ca. en titusindedel af en millimeter smallere fra baskylen og ud til mundstykket. Dette forhindrer for tidlig slitage af piben og forbedrer skuddets præcision. Merkel arbejder med fire vigtige teknikker: dybdeboring, slibning, pudsning og glødning. Når hullet er boret, skal det slibes og pudses, hvilket giver ekstremt glatte indvendige overflader. Disse teknikker, der bruges som den afsluttende behandling af overfladen på motorcylindere, skaber piber med en præcision på to tusindedele millimeter, hvilket øger levetiden og præcisionen.
Smedningen efterfølges af spændingsfriglødning i en vakuumovn. Der opbygges spændinger i stålet under smedningen, hvilket er uundgåeligt, men de forsvinder efter denne flere timer lange varmebehandling.
Zero T-montering
Traditionelt fremstillede jagtvåben – Merkels Meisterstück-geværer – monteres to gange. Første gang monterer den, vi kalder for en ”hvidmontør” ståldelene. Vedkommende har fået navnet ”hvidmontør”, eftersom disse dele er hvide, dvs. glødede dele med ubehandlede overflader. Disse dele er fremstillet med en vis tolerance i præfabrikationsfasen – nu foretager hvidmontøren finjusteringer i hånden og justerer tolerancerne efter hinanden. Merkels Meisterstück monteres uden tolerancer: Det er dette ”Zero T” står for. Et fuldt ud fungerende jagtgevær monteres altså, hvorefter det skilles ad igen, overfladebehandles og derefter bearbejdes yderligere.
Det geniale ved træ
Skæftet er et vigtigt funktionelt element i et gevær – men de optiske og sensoriske egenskaber skal også være i orden. For at opnå dette bruger Merkel det bedste valnøddetræ, man kan opdrive.
Skæftets opgave er ikke bare at give geværet en støttende struktur for skulder, kind og hænder. Det absorberer også rekylen. Skæftets mål og design påvirker geværets præcision, udseende og æstetik – og samtidig dets ergonomi.
Det er et spørgsmål om at få alle skæftets mål til at passe sammen, fx dropmål, skæftelængde osv. Dette kræver stor faglig ekspertise fra skæftemagernes side. De funktionelle dimensioner overføres til det ubearbejdede skæfte ved hjælp af topmoderne maskiner, inden erfarne håndværkere begynder at arbejde med skæftet. Jern og træ tilpasses til perfektion i hånden. Det er en opgave, som nogle gange kan tage flere timer.
Derefter kommer finishen: Overfladerne på skæftet skal bearbejdes til perfektion. Skæfterne vandes, slibes og pudses, og denne proces gentages, indtil der ikke længere er nogen synlige åbne porer. Derefter kan skæftet behandles, så overfladen bliver silkemat eller blank. Dette efterfølges af oliering, hvilket fremhæver de fineste nuancer i træets åremønster.
Til sidst gøres netskæringen i hånden eller med en laserstråle – dette forbedrer både grebet og skæftets elegance.
Skæftets form

MONTE CARLO
Klassisk lige skæfte med kindpude og gummibagkappe.

HOG BACK
Skæfte med -”svineryg”med Bayerskt kindpude og gummibagkappe.

HOG BACK
Skæfte med ”svineryg” og
gummibagkappe uden kindpude.

ENGELSK
Lige ”engelsk skæfte” uden pistolgreb og kindpude.

GERMAN
Lige skæfte med ”tysk kindpude” og gummibagkappe.

En perfekt tilpasning: Drillingens baskyle monteres med små tolerancer.
Gravøren – en ægte kunstner
Gravørens arbejde er virkelig en kombination af kunst og håndværk. Merkels gravører har designet hundredvis af klassiske mønstre og fundet tusindvis af individuelle løsninger, siden virksomheden blev grundlagt.
Byen Suhls tilnavn er ”Tysklands Damaskus” – et smigrende navn, som lægger et vist pres på Merkels gravører. Deres kunstnerskab er en af vores største aktiver. Dyre- og naturmotiver på jagtgeværet er en del af jagtkulturen – de fører tankerne direkte til de arkæiske hulemalerier, som blev lavet af de første kendte jægere. Gravuren udgør både en dekoration og en anråbelse om jagtheld, samtidig med at den fanger jagtens magi.
Merkel beskæftiger mere end 15 gravører, og de er hver især specialister i deres niche. Gravører tager en klassisk lærlingeuddannelse og derefter mange års faglig træning, inden de er klar til at arbejde på fabrikken. Alligevel er de enkelte gravører specialister i lige netop deres motiv – der findes mestre i arabeskmønstre med stilfulde, slingrende blomster- eller bladranker og mestre i dyremotiver. Gravøren arbejder med en roterende skruestik og bruger gravstik, mejsel og hammer til at dekorere metaldelene på Merkel-geværerne med et elegant filigranarbejde.
De kunstfærdige dekorationer skabes gennem en kombination af indsætningshærdning, gravering, skæfteskæring och indlægningsarbejde, og afsluttes med den håndgraverede signatur.
Hærdning, som giver stålet farve
Våbnenes stålflader får en smuk farve med en særlig indsætningshærdningsmetode med opkulning. Suhls særlige hærdningsmetode er gået i arv fra generation til generation. Den dag i dag er de kemiske og fysiske processer ved indsætningshærdning stadig ikke blevet undersøgt fuldt ud. En række varierende faktorer gør hvert resultat unikt.
Indsætningshærdning indebærer, at en stålflade hærdes ved hjælp af opkulning. Vi bruger læderkul, som afgiver garvesyre, når overfladen varmes op, og dette resulterer i en række varierende farver – fra blåt til brunt og gult og forskellige røde nuancer.
Merkels læderkul til indsætningshærdning fremstilles efter en gammel formel, og en moderne farvebelægning sikrer yderligere korrosionsbeskyttelse og sikrer, at den færdige overflade holder. Det er en tradition, som aldrig forsvinder.
Overfladernes mester
Det er overfladerne, som fascinerer mest, når man betragter et af Merkels jagtgeværer. På traditionel vis er der en række forskellige fagfolk involverede i at fremstille fejlfrie overflader i Suhl-fabrikken.
De dygtige polerere med deres enestående fornemmelse for hårdt stål garanterer en perfekt overflade. Poleringen er et krævende arbejde – men det, der tæller, er resultatet. Der findes intet alternativ med hensyn til håndværkskvaliteten – især ikke hvad Merkels Meisterstück-geværer angår. Efter poleringen er metaloverfladen følsom og holder ikke særlig længe.
Nu er det blåneringsmesternes tur til at varmblånere separate dele. Men den store kunst er strygeblånering. Det er muligvis lidt gammeldags og tidskrævende, men det er besværet værd for at opnå den metalliske glans på ståldele i vores Meisterstück-geværer. Traditionelle metoder til varmblånering af piben ville belaste de blødloddede fuger på Meisterstück-piberne og muligvis medføre korrosion. Ved strygeblånering er krukkerne, smeltediglerne og standardbeholderne fyldt med forskellige væsker, som – hvis de påføres korrekt – giver jagtgeværet en fin overflade.
Vores blåneringsmestre afslører ikke deres hemmeligheder. Og uanset hvad, så er det ikke nemt for en udenforstående at forstå denne proces, der består af over 30 trin, og som tager næsten en hel arbejdsuge at gennemføre. Penselarbejdet sker ved et defineret fugtighedsniveau, og stålet får tid til at opnå et specificeret oxideringsniveau. Det er her eksperthånden sikrer en perfekt finish. Mestrene i blånering bruger mere end otte timers håndarbejde på hvert Meisterstück-gevær fra Merkel.
Den tid er en god investering og resulterer i et jagtgevær, som holder i generationer og er beskyttet af en permanent behandling med sortoxidering.

Manden med det rette håndelag
Navnet ”sortmontør” er noget vildledende. Egentlig betegner det en våbensmed, som udfører præcisionsarbejde. Han monterer komponenter, der har gennemgået forskellige efterbehandlinger og har fået perfekte overflader. Under processen justerer han eventuelle ujævnheder, der kan være opstået i materialet under hærdningen.
Inden sortmontøren kommer ind i billedet har pibesættet fået en mat overflade, er blevet poleret og derefter graveret og blåneret. Baskylen og mange små dele er blevet poleret og graveret, nitrificeret eller indsætningshærdet. Nu overtager han arbejdet og monterer alle delene. Han afslutter en lang proces, som bygger på kvalitet, perfektion og bæredygtige produkter – stolt af det, der fremstilles i denne fabrik.
Præcise skud
Den sidste detalje, der gør et Merkel-gevær til et præcisionsinstrument, er testskuddet på fabrikkens skydebane. Vores specialister tester geværet med et åbent sigte på 50 meter eller med et kikkertsigte på 75 eller 100 meter. Her anvendes referenceammunition fra kendte producenter, træfpunktet korrigeres, og skudpræcisionen defineres.
Ved testning med kikkertsigte placeres højde- og sidejusteringen rigtigt. Resultatet er en nøjagtig gruppering af skud. Disse dokumenteres og arkiveres elektronisk – som en slags personattest og præcisionscertificering af det enkelte Merkel-gevær. Testskuddet er et højtideligt øjeblik – nu er Merkel-geværet klar til at blive brugt på jagtmarkerne eller skydebanen.
Slutkontrollen
Ved den afsluttende kontrol undersøges det nye jagtgevær på forskellige punkter, og inspektøren påtager sig to forskellige roller. Med våbenproducentens øjne gransker han geværets komponenter og funktionalitet. Han åbner bundstykket og kontrollerer mekanisme, funktion og pasform for alle geværets dele. Intet undgår hans strenge blik. Derefter betragter han det nye gevær gennem kundens øjne. Intet må ødelægge kundens glæde ved det nye jagtgevær eller forringe geværets æstetik. ”Afprøv geværet, som om du selv skulle købe det”, er det vejledende princip, der sikrer tilfredse jægere og sportsskytter.
TEKST & FOTO:
Merkel
Læs i Jaguarmagasinet


